The global LED market is undergoing a seismic shift from traditional metal-core substrates to Ceramic-based LED Chip technology. In 2024, the demand for high-power, miniaturized components in industries like automotive electronics, aerospace, and medical sterilization has propelled Ceramic LED Chips into the spotlight.
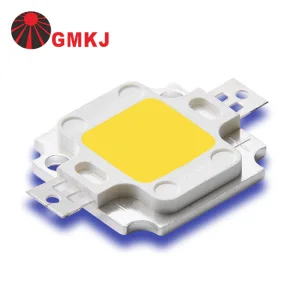
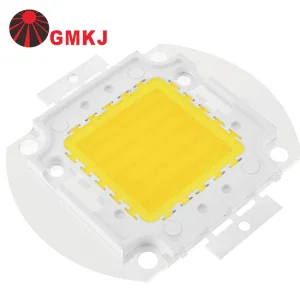
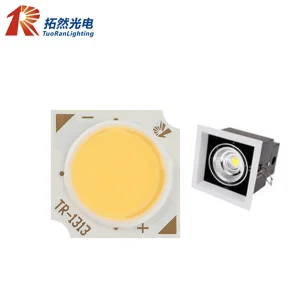
Unlike traditional organic substrates, ceramic substrates (such as Alumina and Aluminum Nitride) offer superior thermal conductivity, higher electrical insulation, and exceptional stability under extreme UV exposure. This makes them the "Gold Standard" for High-Power COB (Chip on Board) and SMD (Surface Mount Device) applications.

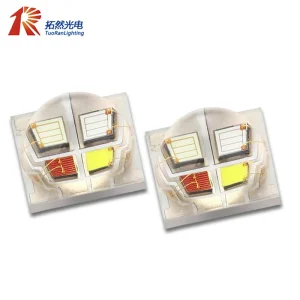
Development of Micro-LED and Mini-LED technology requires ceramic substrates to handle density without overheating. Our R&D team is pushing the limits of 1010 and 2020 chip sizes.
Global demand for 200W+ COB modules for stadium lighting and industrial high-bays is increasing. Ceramic chips provide the necessary heat dissipation path (CTE matching).
Custom spectrums for indoor farming and UVC (265nm-280nm) for water purification require the inorganic nature of ceramic to prevent "yellowing" and degradation.

International buyers, from Tier-1 automotive suppliers to architectural lighting designers, are seeking more than just "low cost." The shift is towards Reliability-as-a-Service. Procurement teams now prioritize:
As a Custom OEM Ceramic Led Chip Manufacturer, Zever Light addresses these needs by integrating Taiwan’s Epistar and US-based Bridgelux chips into our high-thermal ceramic packaging.
From DRLs (Daytime Running Lights) to high-beam headlight modules, our ceramic 3535 and 5050 SMD LEDs offer the vibration resistance and thermal resilience required for road safety standards.
High-efficacy 150lm/W COB chips are used in intelligent street lighting systems across Europe and North America, reducing energy consumption while extending maintenance cycles to 50,000+ hours.
Our deep UV (UVC) ceramic chips are integrated into portable sterilization wands and industrial water treatment plants, providing high-energy output in a compact, durable package.
Located in Zhongshan—the global heart of lighting—Zever Light combines the efficiency of the Chinese supply chain with international quality standards. Why work with a professional Chinese factory?
1. Vertical Integration: We control the process from die bonding to final optical testing, ensuring cost-efficiency without sacrificing quality.
2. R&D Expertise: Our 16-engineer team specializes in thermal simulation, ensuring your custom chip design won't fail in the field.
3. Material Sourcing: By utilizing global raw materials (Taiwan chips, Japanese glue, US gold wire) and localized manufacturing, we offer the best "Performance-to-Price" ratio in the market.
"At Zever Light, we don't just sell components; we provide the thermal and optical foundation for your brand's reputation. Working with us means your investment is secure."
— The Zever Quality Assurance Team
Zhongshan Zever Light Co., Ltd. was established in 2005 and is a professional LED manufacturer located in Zhongshan, China—one of the country’s key lighting industry hubs.
We specialize in the research, development, production, and sales of a wide range of LED products. Our main product lines include THT LEDs, SMD/Chip LEDs, LED displays, infrared LEDs, dot matrix modules, LCD backlights, and various LED lighting fixtures for commercial and residential applications.
With advanced automatic production equipment and modern manufacturing technology, we ensure high efficiency and consistent product quality. Our factory operates under strict quality management systems and has been certified with ISO9001 and ISO14001 standards.
Our facility covers approximately 6,000 square meters and is equipped with 8 production lines, supported by a skilled workforce of over 800 employees. All raw materials we use comply with RoHS directives and are sourced from reliable suppliers in Taiwan, the United States, Japan, and South Korea to guarantee superior performance and environmental safety.
At Zever Light, we place strong emphasis on innovation and customization. Our dedicated R&D team, consisting of 16 experienced engineers with an average of more than 5 years in the LED industry, is capable of meeting both standard and highly customized requirements. We welcome customers’ ideas and designs and are committed to turning them into high-quality, market-ready products.
Our management system is supported by an advanced ERP platform, ensuring efficient operations and on-time delivery. Our quality control team conducts strict inspections at every stage—from incoming materials to production and final shipment—to ensure that every product meets international standards.
We pride ourselves on fast delivery times, with urgent orders fulfilled in as little as 1–2 weeks. Our commitment to reliability, quality, and customer satisfaction has earned us the trust of clients worldwide.
Zhongshan Zever Light Co., Ltd. looks forward to building long-term partnerships and creating a brighter future together.