The global LED Backlight Unit (BLU) market has evolved into a multi-billion dollar cornerstone of the modern electronics industry. As the primary light source for Liquid Crystal Displays (LCDs), LED BLUs are indispensable in everything from the smartphone in your pocket to the massive digital billboards in Times Square. Currently, the market is witnessing a significant shift from traditional edge-lit configurations to high-density direct-lit and Mini-LED technologies.
The demand for high-dynamic-range (HDR) displays is driving a compound annual growth rate (CAGR) of over 7% in the industrial and automotive BLU sectors.
China remains the global epicenter for LED manufacturing, accounting for over 60% of the world's production capacity due to integrated supply chains.
Global regulations like the EU's Ecodesign Directive are pushing manufacturers to develop BLUs with 30% higher luminous efficacy.
As a leading LED Backlight Units Factory, we stay at the forefront of innovation. The industry is moving beyond simple illumination toward "Intelligent Lighting."
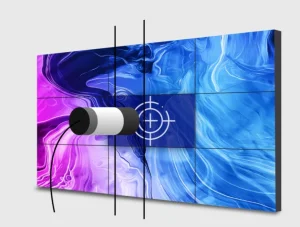
By using thousands of tiny LEDs instead of hundreds, we achieve "infinite" contrast ratios and deep blacks that rival OLED technology while maintaining longer lifespans.
Integrating Quantum Dot (QD) films with LED backlights allows for a much wider color gamut, reaching over 95% of the DCI-P3 color space.
New light guide plate (LGP) materials and COB (Chip on Board) packaging allow for display units that are less than 5mm thick.
Global buyers—ranging from Tier 1 automotive suppliers to medical device OEMs—require more than just a component; they require a reliable LED Backlight Units Supplier who understands localized environmental challenges.
Requirements: High temperature resistance (-40°C to +85°C), vibration durability, and sunlight-readable brightness (>1000 nits).
Requirements: Extremely high uniformity and color stability for accurate X-ray and MRI image reproduction.
Requirements: 24/7 reliability, long MTBF (Mean Time Between Failures), and resistance to dust and moisture.
Zhongshan Zever Light Co., Ltd. was established in 2005 and is a professional LED manufacturer located in Zhongshan, China—one of the country’s key lighting industry hubs.
We specialize in the research, development, production, and sales of a wide range of LED products. Our main product lines include THT LEDs, SMD/Chip LEDs, LED displays, infrared LEDs, dot matrix modules, LCD backlights, and various LED lighting fixtures for commercial and residential applications.

With advanced automatic production equipment and modern manufacturing technology, we ensure high efficiency and consistent product quality. Our factory operates under strict quality management systems and has been certified with ISO9001 and ISO14001 standards.
At Zever Light, we place strong emphasis on innovation and customization. Our dedicated R&D team, consisting of 16 experienced engineers with an average of more than 5 years in the LED industry, is capable of meeting both standard and highly customized requirements. We welcome customers’ ideas and designs and are committed to turning them into high-quality, market-ready products.
Quality is our culture. Working with us means your investment is secure and your business is supported by a dependable partner. Zhongshan Zever Light Co., Ltd. looks forward to building long-term partnerships and creating a brighter future together.

From wafer processing to final assembly, our proximity to component suppliers in Zhongshan reduces lead times and costs significantly.
Unlike large-scale rigid manufacturers, we offer flexible MOQ (Minimum Order Quantity) for custom LGP designs and specialized spectrum LEDs.
Every unit undergoes 100% aging tests and optical parameter screening using high-precision spectrometers before shipment.
When you partner with Zhongshan Zever Light Co., Ltd., you are choosing a partner with nearly two decades of proven expertise in the LED industry. Our commitment to the E-E-A-T principles ensures that every LED Backlight Unit we produce meets the highest international standards of reliability and performance.
Our engineers don't just follow blueprints; they provide consultative design services to optimize thermal management and optical efficiency, ensuring your final product stands out in a competitive market. From the initial inquiry to after-sales support, our team is dedicated to your success.
Contact us today to discuss your custom LED Backlight requirements and get a factory-direct quote!