 Low Voltage DC 12V 24V IP20 IP65 IP68 Waterproof RGB COB LED Strip
Low Voltage DC 12V 24V IP20 IP65 IP68 Waterproof RGB COB LED Strip
 2.7mm PCB Super Thin COB Fcob 480LEDs/M DC24V CRI90 Flexible Strips
2.7mm PCB Super Thin COB Fcob 480LEDs/M DC24V CRI90 Flexible Strips
 RGB LED Diode Chip COB 50W 310nm LED PCB 3W RGB LED SMT 10W UV LED
RGB LED Diode Chip COB 50W 310nm LED PCB 3W RGB LED SMT 10W UV LED
 RGB + CCT COB LED Tape 840 Chips Multi-Color + Warm/Cool White Strip
RGB + CCT COB LED Tape 840 Chips Multi-Color + Warm/Cool White Strip
 Super Wide High Density 3072LEDs/M 20mm PCB 30W/M Dotless Flexible COB
Super Wide High Density 3072LEDs/M 20mm PCB 30W/M Dotless Flexible COB
 400 LED Flexible COB Strip Light in Bright Orange for Versatile Use
400 LED Flexible COB Strip Light in Bright Orange for Versatile Use
 LED Light COB Spi RGBW IC Ws2814 784 LEDs DC24V Rgbic Digital Pixel Strip
LED Light COB Spi RGBW IC Ws2814 784 LEDs DC24V Rgbic Digital Pixel Strip
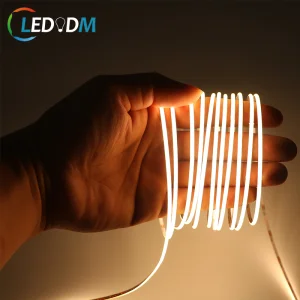
 COB LED Strip Light 480LED Flexible Tape Tiras Luces COB LED Strip
COB LED Strip Light 480LED Flexible Tape Tiras Luces COB LED Strip
The global COB (Chip-on-Board) LED module market has witnessed a seismic shift in the last decade. As the world moves away from traditional SMD (Surface Mounted Device) technology for high-intensity applications, COB has emerged as the gold standard for industrial and commercial lighting. Unlike SMD, which packages individual diodes, COB technology mounts multiple LED chips directly onto a substrate, creating a single, uniform light source.
From the bustling automotive assembly lines in Germany to the high-end retail showrooms in New York, COB LED modules are prized for their thermal management, luminous density, and shadow-free output. As a professional designer, I've observed that the demand is no longer just for "brightness," but for "quality of light"—a metric where COB modules excel by providing superior Color Rendering Index (CRI) and R9 values.
Identifying the right manufacturer requires evaluating their R&D capacity, binning consistency, and supply chain reliability. Here are the industry leaders shaping the future of LED modules:
Renowned for their XLamp® series, Cree remains the benchmark for high-power COB modules used in outdoor and stadium lighting.
The Japanese giant leads in phosphor technology, offering the most stable color temperatures and highest efficiency modules in the world.
Pioneers in "Vesta" and "V Series," Bridgelux focuses on human-centric lighting and tunable white COB solutions.
Often credited with inventing the COB LED, Citizen offers an incredible range of high-density modules for high-end spotlights.
A leader in mass production and integration, Samsung's COB modules are found in millions of residential fixtures globally.
The German powerhouse excels in automotive and specialized industrial COB modules with extreme durability.
Known for "Wicop" technology, they offer high-performance modules that eliminate the need for traditional packaging.
With the LUXEON line, Lumileds provides exceptional color consistency and high-flux density for architectural projects.
A key player in the Asian market, providing cost-effective yet high-quality COB modules for diverse applications.
Representing the peak of Chinese high-tech manufacturing, Zever Light offers customized, high-density COB solutions with rapid R&D cycles and global export standards.
The industry is moving toward Miniaturization and Intelligence. The rise of Mini-LED and Micro-LED technology is influenced heavily by COB manufacturing techniques. We are seeing a significant trend in:
| Buyer Requirement | Global Solution | Zever Light Advantage |
|---|---|---|
| Color Consistency | 3-Step MacAdam Ellipse | Strict Binning & Premium Phosphor |
| Thermal Management | Ceramic Substrates | High-Conductivity Copper PCBs |
| Customization | Standard Catalog Only | 16-Engineer Dedicated R&D Team |
| Lead Times | 4-8 Weeks | 1-2 Weeks Rapid Fulfillment |
Zhongshan Zever Light Co., Ltd.
Zhongshan Zever Light Co., Ltd. was established in 2005 and is a professional LED manufacturer located in Zhongshan, China—one of the country’s key lighting industry hubs.
We specialize in the research, development, production, and sales of a wide range of LED products. Our main product lines include THT LEDs, SMD/Chip LEDs, LED displays, infrared LEDs, dot matrix modules, LCD backlights, and various LED lighting fixtures for commercial and residential applications.

With advanced automatic production equipment and modern manufacturing technology, we ensure high efficiency and consistent product quality. Our factory operates under strict quality management systems and has been certified with ISO9001 and ISO14001 standards.
Our facility covers approximately 6,000 square meters and is equipped with 8 production lines, supported by a skilled workforce of over 800 employees. All raw materials we use comply with RoHS directives and are sourced from reliable suppliers in Taiwan, the United States, Japan, and South Korea to guarantee superior performance and environmental safety.
At Zever Light, we place strong emphasis on innovation and customization. Our dedicated R&D team, consisting of 16 experienced engineers with an average of more than 5 years in the LED industry, is capable of meeting both standard and highly customized requirements. We welcome customers’ ideas and designs and are committed to turning them into high-quality, market-ready products.
Our management system is supported by an advanced ERP platform, ensuring efficient operations and on-time delivery. Our quality control team conducts strict inspections at every stage—from incoming materials to production and final shipment—to ensure that every product meets international standards.
We pride ourselves on fast delivery times, with urgent orders fulfilled in as little as 1–2 weeks. Our commitment to reliability, quality, and customer satisfaction has earned us the trust of clients worldwide.
Quality is our culture.
Working with us means your investment is secure and your business is supported by a dependable partner.
Zhongshan Zever Light Co., Ltd. looks forward to building long-term partnerships and creating a brighter future together.
For inquiries about our LED products, please contact us today.

COB LED modules aren't just lighting components; they are design tools. Depending on the local market and industry, the application varies significantly:
 0.5W 2835 To39 UVC LED Diodes Lamps Chip Power Gmkj LED SMD Diode COB Epistar LED Chip
0.5W 2835 To39 UVC LED Diodes Lamps Chip Power Gmkj LED SMD Diode COB Epistar LED Chip
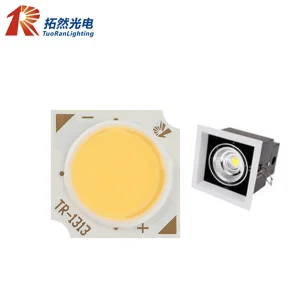
 Customized Circuit on Board COB LED Chip Full Spectrum 5W 7W LED COB 10W
Customized Circuit on Board COB LED Chip Full Spectrum 5W 7W LED COB 10W
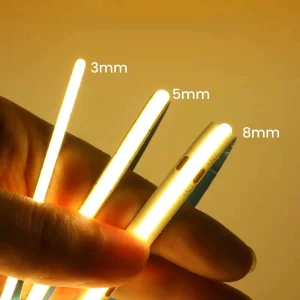 Factory Supply 400 320LED High Density DC12V Strip 3mm 5mm 8mm Flexible COB LED Strip
Factory Supply 400 320LED High Density DC12V Strip 3mm 5mm 8mm Flexible COB LED Strip
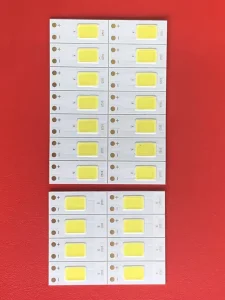 Quality 15W 1030 COB LED Light Board 6000K 6500K White COB LED Chip for Motorcycle
Quality 15W 1030 COB LED Light Board 6000K 6500K White COB LED Chip for Motorcycle
 Spotlight Auto Car Lighting COB LED Chip on Board Warm Cold White for Decor
Spotlight Auto Car Lighting COB LED Chip on Board Warm Cold White for Decor
 COB LED Light Strip 11mm Diameter Round 3W 5W 7W 12W Chip for Indoor Spotlight
COB LED Light Strip 11mm Diameter Round 3W 5W 7W 12W Chip for Indoor Spotlight
 Flexible LED Ice Blue Ambient Light COB Strip Dimmable 12V 5W 8mm LED Strip
Flexible LED Ice Blue Ambient Light COB Strip Dimmable 12V 5W 8mm LED Strip
 High Quality COB LED Strips 3mm 5mm 8mm 320LED 480LED 576LED for Flexible Light
High Quality COB LED Strips 3mm 5mm 8mm 320LED 480LED 576LED for Flexible Light