Explore our high-performance chip-on-board products designed for precision and durability.
The global lighting landscape is undergoing a paradigm shift, with High Power COB (Chip on Board) LED technology at the forefront of this revolution. Unlike traditional SMD (Surface Mounted Device) LEDs, COB technology packages multiple LED chips directly onto a substrate to form a single module. This results in a much higher lumen density, superior thermal management, and a seamless "dot-free" light output that is essential for modern architectural and industrial applications.
Currently, the industrial sector accounts for the largest share of the COB LED market. From high-bay lighting in massive warehouses to precision medical equipment and automotive headlights, the demand for "High Power" and "High Reliability" is non-negotiable. As global energy regulations tighten, enterprises are shifting toward COB solutions that offer over 150lm/W efficiency, reducing operational costs while meeting ESG (Environmental, Social, and Governance) goals.
How our COB LED solutions serve diverse markets worldwide.
In high-end boutiques and shopping malls in Europe and North America, our CRI 90+ COB strips are used to enhance product colors without the glare of traditional LEDs.
For factories in Southeast Asia and the Middle East, our High Power 50W-200W COB Chips provide the ruggedness needed for 24/7 operations in high-temperature environments.
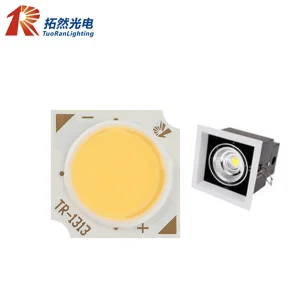
Customized COB modules for motorcycle and car headlights, offering 6500K cool white light with focused beam patterns for maximum road safety.
Specialized UVC LED COB solutions for sterilization and disinfection, a rapidly growing sector in the post-pandemic global market.
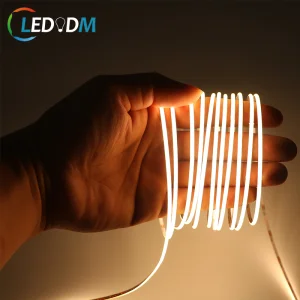
Flexible RGBIC and Pixel COB strips for localized smart home integration, compatible with global IoT standards for dynamic ambient lighting.
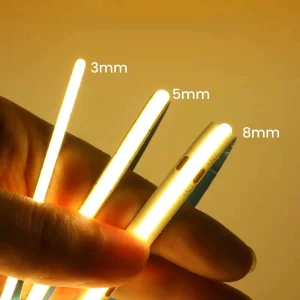
Meeting the unique needs of lighting designers who require specific PCB widths (as narrow as 2.7mm) or custom spectrums for horticulture.

Located in Zhongshan, the "Lighting Capital of China," Zhongshan Zever Light Co., Ltd. leverages a world-class supply chain to provide high-quality COB LED products at competitive prices. But our advantage goes beyond cost.
1. Rapid Prototyping: With 16 dedicated R&D engineers, we can turn a custom concept into a physical sample within 7 days. This speed is crucial for global distributors facing fast-moving market trends.
2. Quality Control (E-E-A-T): Our factory is ISO9001 and ISO14001 certified. We source raw materials from industry giants in Taiwan, Japan, and the USA (Epistar, Bridgelux, etc.) to ensure that our "High Power" claims are backed by real-world performance and longevity.
3. Scalability: Operating 8 automatic production lines with over 800 employees, we handle everything from small-batch custom orders to massive industrial rollouts with ease.
Zhongshan Zever Light Co., Ltd.
Zhongshan Zever Light Co., Ltd. was established in 2005 and is a professional LED manufacturer located in Zhongshan, China—one of the country’s key lighting industry hubs.
We specialize in the research, development, production, and sales of a wide range of LED products. Our main product lines include THT LEDs, SMD/Chip LEDs, LED displays, infrared LEDs, dot matrix modules, LCD backlights, and various LED lighting fixtures for commercial and residential applications.
With advanced automatic production equipment and modern manufacturing technology, we ensure high efficiency and consistent product quality. Our factory operates under strict quality management systems and has been certified with ISO9001 and ISO14001 standards.
Our facility covers approximately 6,000 square meters and is equipped with 8 production lines, supported by a skilled workforce of over 800 employees. All raw materials we use comply with RoHS directives and are sourced from reliable suppliers in Taiwan, the United States, Japan, and South Korea to guarantee superior performance and environmental safety.
At Zever Light, we place strong emphasis on innovation and customization. Our dedicated R&D team, consisting of 16 experienced engineers with an average of more than 5 years in the LED industry, is capable of meeting both standard and highly customized requirements. We welcome customers’ ideas and designs and are committed to turning them into high-quality, market-ready products.
Our management system is supported by an advanced ERP platform, ensuring efficient operations and on-time delivery. Our quality control team conducts strict inspections at every stage—from incoming materials to production and final shipment—to ensure that every product meets international standards.
We pride ourselves on fast delivery times, with urgent orders fulfilled in as little as 1–2 weeks. Our commitment to reliability, quality, and customer satisfaction has earned us the trust of clients worldwide.
Quality is our culture.
Working with us means your investment is secure and your business is supported by a dependable partner.
Zhongshan Zever Light Co., Ltd. looks forward to building long-term partnerships and creating a brighter future together.
For inquiries about our LED products, please contact us today.

Precision-engineered LED chips for automotive, industrial, and decorative lighting.
When selecting a High Power COB LED Manufacturer, technical expertise is the most critical factor. At Zever Light, we understand that "High Power" is not just about wattage; it's about the efficiency of light conversion and the reliability of the thermal path. Our COB modules utilize advanced flip-chip technology, which eliminates the need for gold wire bonding, thereby reducing the risk of open circuits and improving heat dissipation. This is particularly vital for industrial high-bay lights and outdoor floodlights where thermal stress is a constant challenge.
The global shift toward "Human-Centric Lighting" (HCL) has also influenced our R&D. We now offer Custom OEM COB LED solutions with Tunable White capabilities, allowing users to adjust color temperatures from 2700K to 6500K. This mimics the natural circadian rhythm, improving productivity in office environments and well-being in residential settings. For our industrial clients, we provide high-density COB strips with up to 840 chips per meter, ensuring a perfectly linear light source that is ideal for architectural accents and signage.
Furthermore, our role as a Global COB LED Supplier involves navigating complex international standards. Whether it is UL certification for the North American market, CE and ErP for Europe, or PSE for Japan, our products are engineered to comply with the highest safety and performance benchmarks. By integrating an advanced ERP management system, we ensure that every batch of COB LEDs—from the initial phosphor coating to the final binning process—maintains strict color consistency (within 3-step MacAdam ellipses), providing our clients with the uniformity they need for large-scale projects.
As we look toward the future, Zever Light is investing in Mini-COB and Micro-LED technologies. These innovations will allow for even higher lumen packages in smaller footprints, opening new possibilities in automotive HUDs, wearable tech, and ultra-thin display backlighting. By choosing Zever Light as your manufacturing partner, you are not just buying a component; you are gaining access to nearly two decades of LED engineering excellence and a supply chain optimized for the demands of the 21st-century lighting industry.