Engineered for high-efficiency continuous operations in demanding environments. Featuring advanced heat dissipation technology for maximum uptime.

Addressing infrastructure limitations with energy-saving, durable solid-state technology.
As the Democratic Republic of the Congo (DR Congo) undergoes rapid industrialization—particularly across urban centers like Kinshasa, Lubumbashi, and the resource-rich regions of Katanga—demand is shifting toward highly efficient and reliable manufacturing assets. Conventional medium-pressure mercury lamps are rapidly becoming obsolete due to high power draw, susceptibility to voltage drops, and severe mercury pollution risks.
In DR Congo, power grid instability (frequent drops in supply from SNEL) and high ambient temperatures place immense stress on industrial equipment. Our customized UV LED systems are specifically engineered to address these challenges:
Optimizing manufacturing, packaging, resource extraction, and public health technologies.
Labeling, plastic containers, and flexible packaging operations in industrial zones. Our 365nm to 405nm UV LED curing systems achieve deep photopolymerization instantly, preventing wet-ink errors caused by high regional humidity.
Off-grid purification for mining encampments in Katanga and Lualaba provinces. By integrating high-power 254nm - 280nm UVC LED diodes, we deliver instant biological decontamination without chlorine additives or heavy infrastructure.
Employing specialized UVA/UVB wavelengths (311nm to 370nm) to manage insect vector behaviors in agricultural warehouses, preventing mold development, and safeguarding stored goods from decay without toxic pesticides.
A Globally Recognized Standard in Precision Optoelectronics and Custom UV LED Manufacturing.
Established in 2005, Zhongshan Zever Light Co., Ltd. is built upon a foundation of absolute precision and custom manufacturing. Operating out of our 6,000 square meter ISO9001 and ISO14001-certified factory in Zhongshan, China, we supervise a workforce of over 800 highly trained technicians and quality controllers.
Our production floor is powered by advanced high-speed automated die attachment systems, gold-wire bonding configurations, and automated spectral binning lines. We source our raw wafers and chips from industry-leading partners in the United States, Japan, South Korea, and Taiwan. This guarantees that all components meet strict international standards, including full RoHS compliance.
Our core advantage lies in our 16-member R&D team. Averaging over 5 years of specialized experience, our engineers develop bespoke PCBA configurations, targeted heat-management arrays, and multi-wavelength integrated modules tailored to your precise industrial requirements.

Zever Light Advanced Manufacturing Facilities

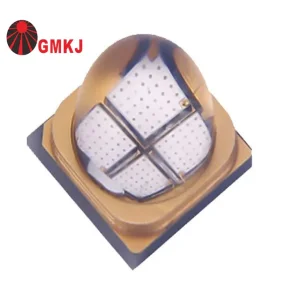
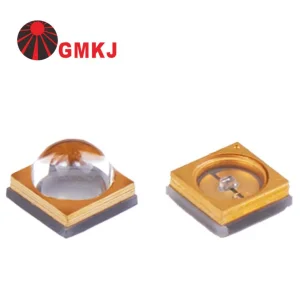
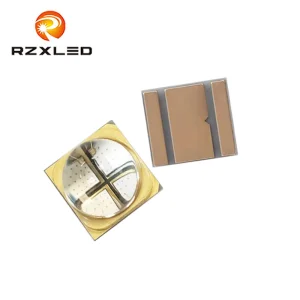
Precision Optoelectronic Components
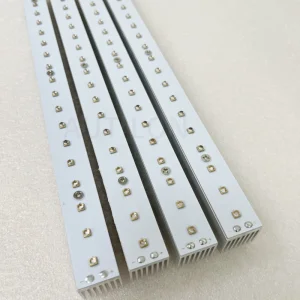
A comprehensive inventory of high-power emitters, surface-mount diodes (SMD), linear strips, and germicidal sources.



Insights into the technological shift from mercury discharge lamps to semiconductor-based UV systems.
The global optoelectronics industry is experiencing a profound transition driven by environmental mandates and the superior efficiency of solid-state components. The Minamata Convention on Mercury has set strict parameters for phasing out gas-discharge mercury vapor systems. For importers in developing economies like the DR Congo, this represents a crucial pivot point: continuing to invest in legacy mercury systems carries high risks of future supply shortages and rising maintenance costs.
Different photolytic processes require distinct wavelengths. Our manufacturing processes enable precise wafer selection to achieve optimal outputs:
Expert insights on importing, deploying, and maintaining high-power UV LED systems in the DR Congo and Sub-Saharan Africa.
Whether you require standard 6868/3535 SMD LED beads, custom PCBA curing arrays, or high-power water sterilization systems, our technical sales team is ready to design a solution tailored to your operational needs.
Send Inquiry Now